La distinción entre desenrollador plano y desenrollador normal.
Los tipos de equipos desbobinadores que se utilizan con más frecuencia en el negocio del estampado son los desbobinadores estándar y los desbobinadores planos (a veces llamados desbobinadores de disco). Su propósito principal es permitir que el material de la bobina se desenrolle y alimente automáticamente en preparación para el procedimiento de nivelación (o alimentación) que sigue.
Sin embargo, estas dos versiones tienen cada una una gama diferente de aplicaciones de materiales. Los desenrolladores son útiles para desenrollar materiales gruesos, pesados y anchos. Hay bastante personalización. Normalmente, la velocidad de desenrollado oscila entre 15 y 18 m/min. El desenrollador plano puede desenrollar materiales estrechos y placas delgadas a una velocidad de hasta 30 metros por minuto. Dado que algunos de los ámbitos de aplicación reales de estos dos desenrolladores se superponen, muchos clientes pueden no estar seguros de qué tipo de desenrollador elegir en este momento.
En este momento, es importante comprender las diferencias entre los dos desbobinadores para que pueda tomar una decisión informada según sus necesidades. Los siguientes artículos pueden brindarle una comprensión más profunda del desbobinador y ayudarlo a comprender sus numerosas diferencias con mayor profundidad.
Las diferencias entre los dos desbobinadores se explican en detalle a continuación:
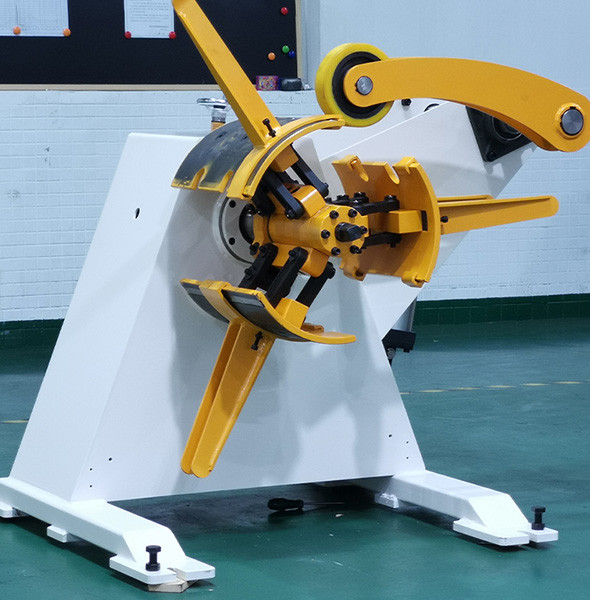
1. El desenrollador es un dispositivo desenrollador vertical que se expande y contrae como una bobina, y puede manipular materiales con espesores entre 0 y 3,0 mm. Dependiendo del modelo de máquina, el espesor y el ancho del material relevante pueden variar mucho, alcanzando el rango de ancho y espesor del material hasta 6,0 mm y 10-2000 mm, respectivamente, después de agregar dispositivos opcionales como brazos de presión.
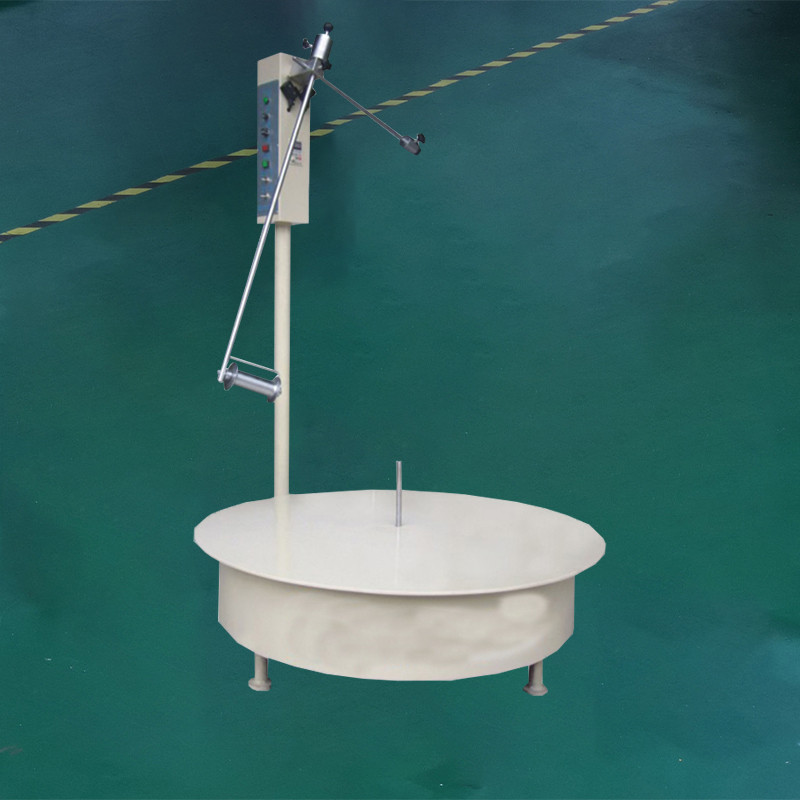
Un dispositivo de desenrollado horizontal, el rango de material aplicable del desenrollador plano es de 0-1,0 mm, mientras que su rango de material aplicable estándar es de 0-120 mm. El ancho de material adecuado para materiales finos está limitado a 300 mm.
2. El desenrollador utiliza el carrete de expansión y contracción para tensar y descargar, y antes de poder utilizarlo, la bobina debe colocarse en el carrete de expansión y contracción para ajustar la tensión. En consecuencia, se requiere el diámetro interior; El estándar del desbobinador varía de 450 a 530 mm (el diámetro interior de la bobina estándar nacional es de 508 mm en promedio).
La bobina se puede colocar directamente sobre el disco giratorio en el desenrollador plano, que utiliza el método de alimentación de disco. El diámetro interior de la bobina no está restringido.
3. El desenrollador estándar utiliza un mecanismo de inducción de marco de inducción de 24 V, y para que se detenga el funcionamiento automático, el material debe entrar en contacto con la varilla de inducción (marco de inducción). Después de salir de la varilla sensora, ésta comienza a funcionar automáticamente, lo que podría rayar la superficie del material (se puede reemplazar el método de inducción fotoeléctrica).
El método de inducción de micromovimiento es la técnica de inducción típica utilizada con desenrolladores planos. La placa de carga del disco comienza a funcionar después de que el material tira de la varilla oscilante. Una vez que se reinicia el péndulo, ya no se tira del material y la placa de carga del disco también deja de funcionar. La placa de carga del disco no entra en contacto directo con la superficie del material y no causa rayones.
Si tiene alguna pregunta, puede ponerse en contacto con nosotros directamente en fanty@sz-fanty.com y lo ayudaremos a resolver el problema.
Para obtener detalles adicionales sobre la máquina desenrolladora, consulte este enlace .
Siga el canal FANTY:
Facebook: https://www.facebook.com/Fanty1229/

